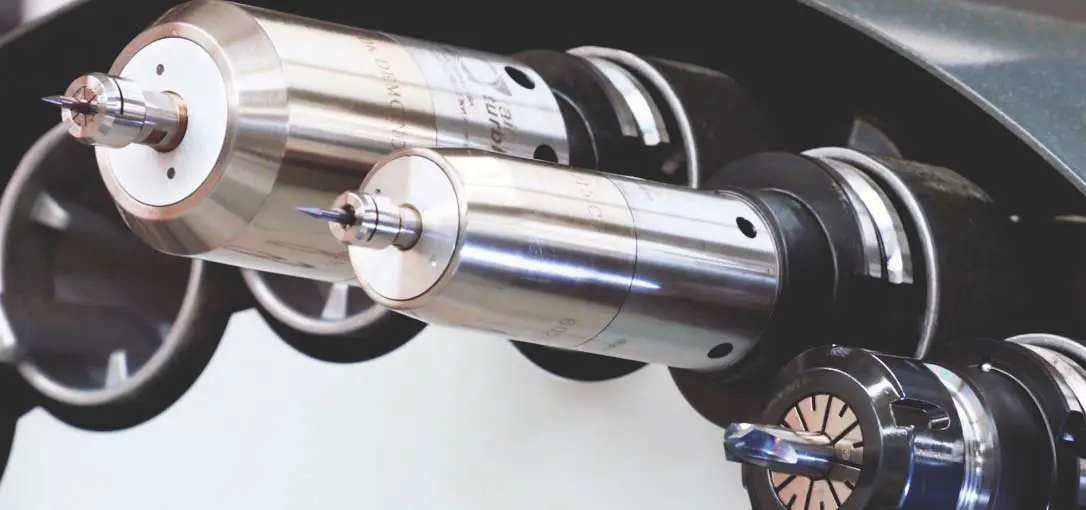
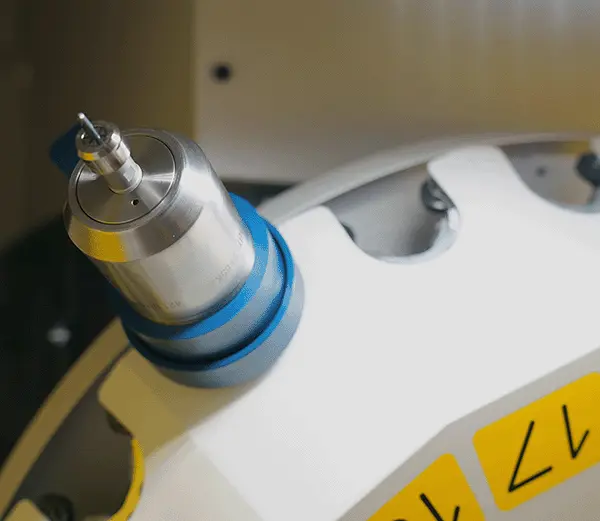
Optimal Spindle for Each Tool
√ = Optimal
∞ = Acceptable
! = Dependent upon cutting conditions
× = Not recommended for use
 602
602
|
 625 / 625X
625 / 625X
|
 650 / 650X
650 / 650X
|
|
|---|---|---|---|
| Drill | |||
| Ø 0.004 - 0.012“ (0.1 - 0.3mm) | √ | √ | √ |
| Ø 0.012 - 0.020” (0.3 - 0.5mm) | ∞ | √ | √ |
| Ø 0.020 - 0.039” (0.5 - 1.0mm) | ! | √ | √ |
| Ø 0.039 - 0.059” (1.0 - 1.5mm) | × | ∞ | √ |
| Ø 0.059 - 0.079” (1.5 - 2.0mm) | × | ! | √ |
| Endmill | |||
| 602 | 625 / 625X | 650 / 650X | |
| Ø 0.004 - 0.039” (0.1 - 1.0mm) | √ | √ | √ |
| Ø 0.039 - 0.079” (1.0 - 2.0mm) | ∞ | √ | √ |
| Ø 0.079 - 0.138” (2.0 - 3.5mm) | ! | √ | √ |
| Ø 0.138 - 0.197” (3.5 - 5.0mm) | × | ∞ | √ |
| Ø 0.197 - 0.236” (5.0 - 6.0mm) | × | ! | √ |
| Jig Grinding | √ | √ | √ |
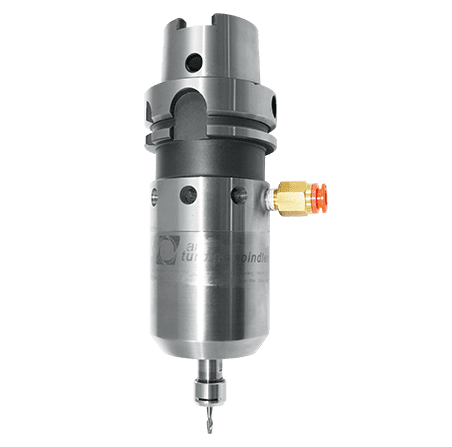
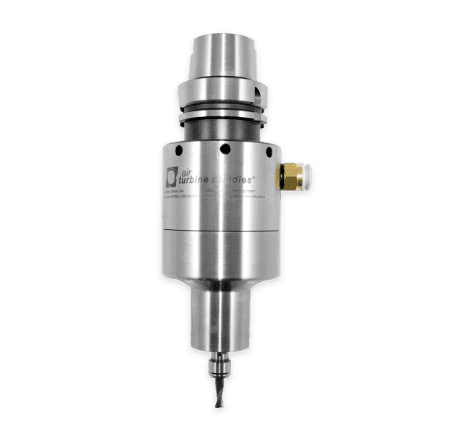
| Specifications | |||
| Governed Speed - rpm | 602 |
625 / 625X |
650 / 650X |
| Power Rating - hp (kw) | 0.15 - 0.20 |
0.40 - 0.78 |
0.80 - 1.40 |
| T.I.R. at Nose | Less than 2m | ||
| Collet Range | 0.5mm - 7mm | ||
| Air Pressure | Less than 90 psi (6.2 Bar) (0.62 MPa) | ||
| Air Flow | 5 - 40 CFM (2.36 - 18.89 L/s) [ANR] | ||
*Due to its governed high speed and power the 602 90,000 rpm is for use only with micro end mills in special applications
The above table is a general guideline. Each application is different. Please contact us at [email protected] to discuss your application or complete our applications questionnaire.
Service & Support
Support is always available from our technical team in the USA and Germany. Repair Service is available in Florida and Munich. Call our factory technicians at +1-561-994-0500 or email us at [email protected].


































